Executive Summary
Membrane technology is used in the food and beverage industry to separate, concentrate, and clarify liquids. Though separation and clarification processes are commonly used in the dairy industry, a “one size fits all” solution does not exist. This makes it important to choose the right solution for the task at hand.
The Growth of Filtration and Market Trends
Membrane technology has matured since its commercialization in the 1970s, and it continues to evolve with innovative applications. The membrane filtration market is expanding as new uses for current and emerging technologies are discovered. Pressing environmental issues have prompted global reductions in natural resource consumption and energy usage. For example, global sustainability requirements and an increased interest in clean drinking water and improved fuel efficiency are driving demand for improved filtration systems.
In addition to concern about the environment and sustainability in general, growth in Asia is another market trend impacting the filtration industry. Several filtration market leaders are expanding their operations into Asia as a result of Asia’s growth including Alhstrom, Freudenberg, Andrew Industries, and H&V. According to Avedon Capital Partners’ Filtration & Separation Industry report, the fastest-growing geographic markets are China, India, and South America and the fastest growing end-use is expected to be fresh and wastewater treatment, followed by fine chemical processing and life sciences/ pharmaceuticals. While the demand for water filtration is increasing, the market is subject to heavy regulation. These regulations affect many industries including the food and beverage processing industries. In addition to population growth, industrial expansion, and stricter environmental regulations, other trends driving global growth include the proliferation of filter applications across all types of end-markets, filtration awareness, health awareness, and the growing importance of consumer brands. The food and beverage industry has its own set of trends, processes, and technologies. For example, according to Filtration in the Food and Beverage Industries, an article published in Filtration+Separation, the organic farming and food production trend has prompted concerns about food safety; artificial sweeteners continue to threaten the sugar industry; and an increased awareness of sustainability has also affected the food and beverage industry as more consumers endeavor to decrease their carbon footprints by choosing foods with low “food miles.” In addition, disposal of food wastes and excess product packaging designed to keep products fresh are affecting food production. Filtration technologies can filter, separate, concentrate, and clarify liquid solutions as well as comply with regulations – if the correct technologies are selected.
Some of the more common beverages that rely on filtration technology include:
- Wine
- Soda
- Beer
- De-alcoholization (for non-alcoholic beverages)
- Juice
- Water
- Milk
Some of the more common foods that rely on filtration technology include:
- Cheese and other dairy products
- Meat, fish, and their solid products (not including oils, fat, and juices)
- Fruits and vegetables (not including oils, fat, and juices)
- Oils and fats
- Grains, cereals, and starches
- Gelatin concentration
- Corn wet milling
- Xanthan gum
- Maple syrup
- Animal feed
A variety of dry and liquid separation processes are used in food and beverage production. Below are a few common applications:
- Salt production – Basket centrifuges are commonly used in salt production.
- Cream separation (from milk) – Disc centrifuges were designed for cream separation and still used to this day.
- Water purification – Membranes are used to purify water before use as a food or beverage ingredient.
- Wastewater treatment – Wastewater is treated at facilities.
- Corn wet milling – A variety of filtration steps, including micro and nanofiltration, are required in the wet milling of corn. For example, filtration is used to remove microorganisms as well as to concentrate and clarify corn syrup.
- Sugar juice and crystals – Rotary vacuum drum filters separate sugar juice from settled muds before a centrifuge is used to recover sugar crystals.
- Vegetable seed oil refinement – Tubular or disc centrifuges and vacuum filters are commonly used to refine and de-wax vegetable seed oils.
- Beer and spirits production – Numerous separation activities take place including separation and dewatering of grains and clarifying liquids. Filter presses, decanter centrifuges, and sheet filters are used.

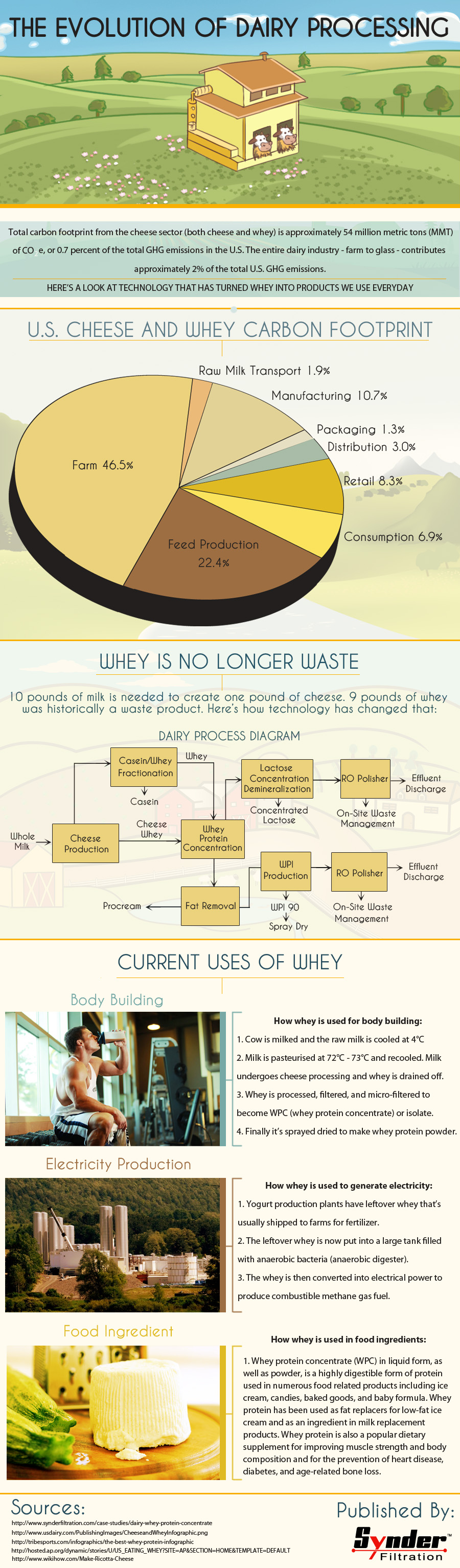
Not only must the filtration equipment used be efficient, it must be able to operate in a continuous state of cleanliness. According to the Filtration in the Food and Beverage Industries article mentioned earlier, the estimated global sales volume in 2009 for food and beverage filtration/separation equipment is estimated to have been approximately $3.6 billion. In addition, most food and beverage producers must treat and properly dispose of concentrated liquid wastes. Examples of these processes include oil and grease separation, sedimentation, sludge filtering, and membrane filtration. In some cases, what was previously considered a waste stream has become a revenue stream. For example, the dairy industry’s whey disposal problem has been eased thanks to increased demand for whey-based products such as whey protein. In other cases, such as recycled water, liquid waste can be further purified until it reaches an acceptable standard. According to Avedon Capital Partners’ Filtration & Separation Industry report, the filtration market is worth $60 billion and is expected to grow at a rate of two times the growth of GDP. Global expansion, stronger environmental regulations, and increased health awareness drive this growth. The filtration industry has responded with a diverse range of filtration technology capable of separating everything from coarse contaminants such as sediment or sand to microscopic bacteria and viruses. Filtration and separation technology are used to improve food and beverage production processes, produce safer products, minimize waste, and much more.
How Filtration Benefits the Food and Beverage Industry
Below are just a few of the many examples of how the food and beverage industry is using and benefiting from filtration technology: Wine production – Consumers expect robust, clear wines free of sedimentation and clouding. Filtration technologies used in wine production include:
- Clarifying or trap filtration – Removes earth powders and particles as well as “polishes” the wine
- Fine filtration – Removes yeast and is often used as a pre-sterilization process
- Sterile membrane filtration – Removes spoilage organisms
Beer production – Beer undergoes similar clarification and fine filtration processes as wine. Sterilization processes used in beer production include sterile membrane filtration and cold stabilization. Soda production – Filtration is used to filter and de-chlorinate water, clarify ingredients and the final product, and control microorganisms. Filtration offers various advantages over traditional food and beverage production. For example, cold stabilization in beer production is a viable, affordable alternative to flash pasteurization. Using filtration technology allows wine producers to optimize the wine production process, resulting in high quality wines in less time. Clarification filtration can also reduce labor costs as there’s less of a reliance on kieselguhr filters, which need to be cleaned frequently. Filtration and separation technology can:
- Filter unwanted materials from food and beverages
- Separate desirable materials from ingredients, food and beverage products, and waste streams
- Concentrate ingredients such as tea or protein
- Clarify food and beverage products
- Purify food and beverage products
- Recover aromas
In addition, filtration and separation technology helps the food and beverage industry comply with global sustainability regulations and/or their own internal sustainability initiatives.
Tips for Choosing a Filtration System
Filtration technology has been developed for specific uses. While some types of filtration and separation systems have numerous applications, it’s crucial to select a solution that is capable of meeting your specific needs. In many cases, this will require a custom or semi-custom solution. It is important to do pilot tests for food and beverage applications. Doing so helps to ensure proper membrane and system configuration and operating parameters. Synder Filtration offers an extensive pilot study program along with engineering support to help develop innovative applications that will ultimately lead to an operational and/or capital cost savings. In addition to selecting a filtration system designed for the filtration, concentration, or separation task at hand, the most important factors to consider include: Hygienic standards – Does the technology allow for scrupulous cleanliness in a continuous operation environment? Does it comply with all applicable hygienic standards? Reliability – How reliable is the system? What is its expected lifetime? How will breakdowns, service, and maintenance be handled? Efficiency – Does the technology work efficiently? Does it improve the efficiencies of your food and beverage production processes? Quality of the final product – Does the technology significantly improve the quality of your final product? As an added bonus, does it allow you to create additional products such as concentrates or extracts?
The Clear Solution: Synder Filtration
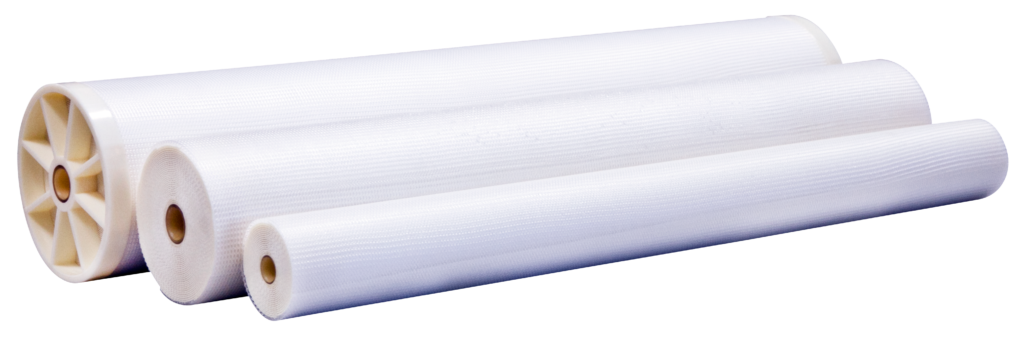
Numerous trends have impacted both the food and beverage and the filtration product industries. As demand for purer, clearer, and more sustainable food and beverage products has grown, innovative solutions from leading filtration systems manufacturers have followed. Synder Filtration has developed custom membranes and filtration technologies specifically for the food and beverage industry. Our micro, ultra, and nano filtration membranes are designed to solve problems and open the doors to opportunity. We offer a comprehensive pilot program including:
- Pilot system rentals
- Systems for purchase
- In-house feasibility testing and pilot testing
- Engineering support
Our pilot studies are conducted onsite, allowing for the most realistic operating conditions and flexibility. Contact us today to learn more about our food and beverage filtration technologies and pilot testing.
Sources:
Paper by: Travis Radford